

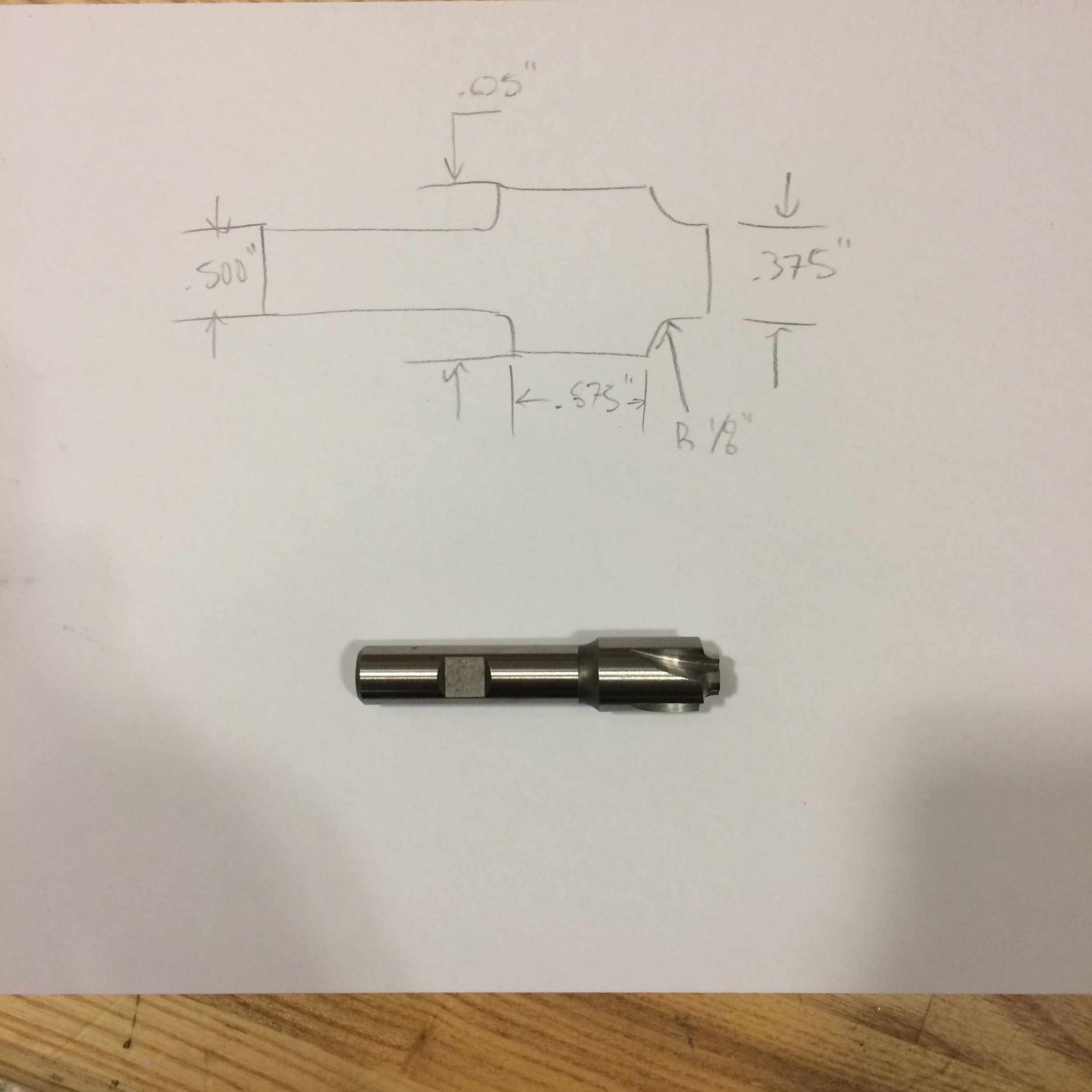




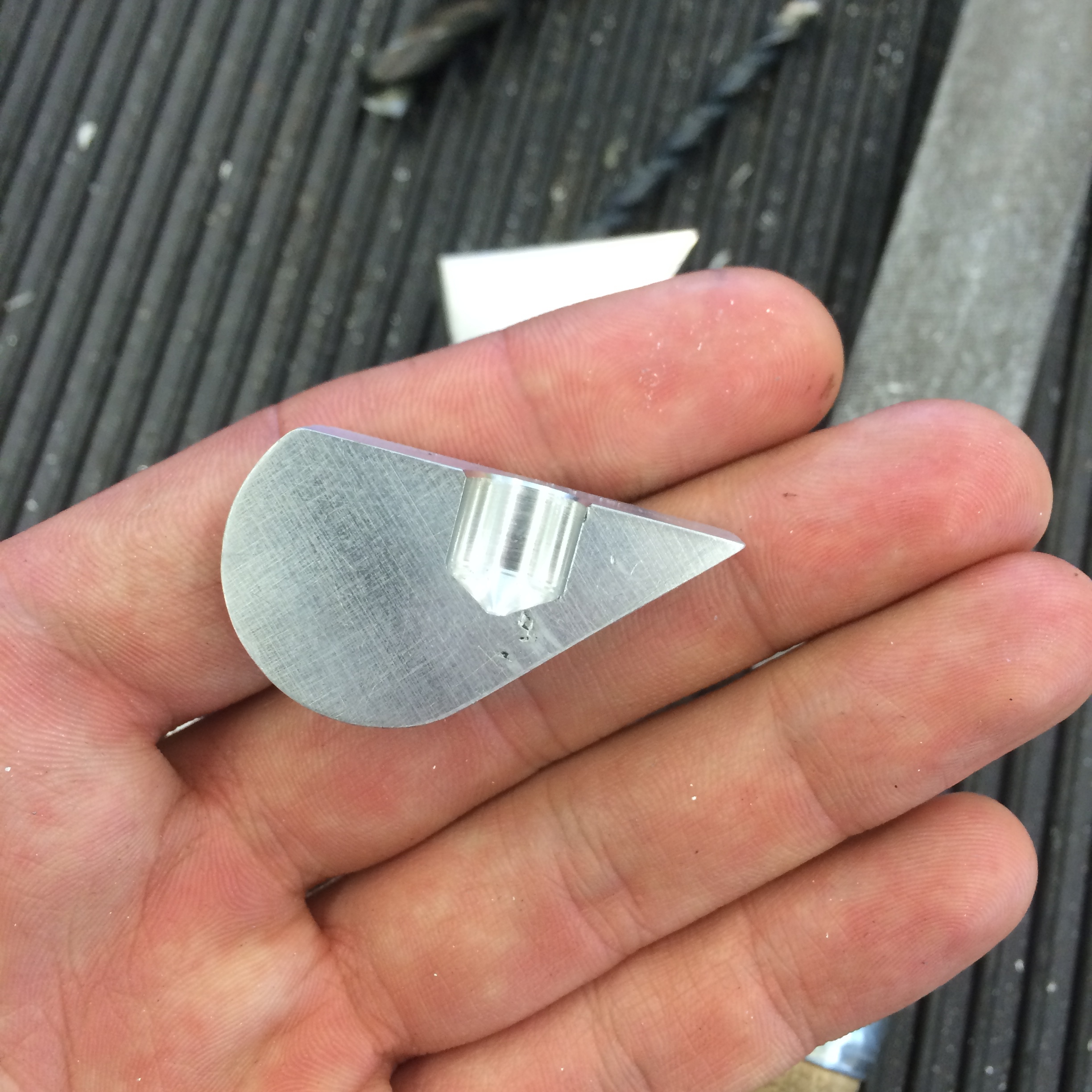
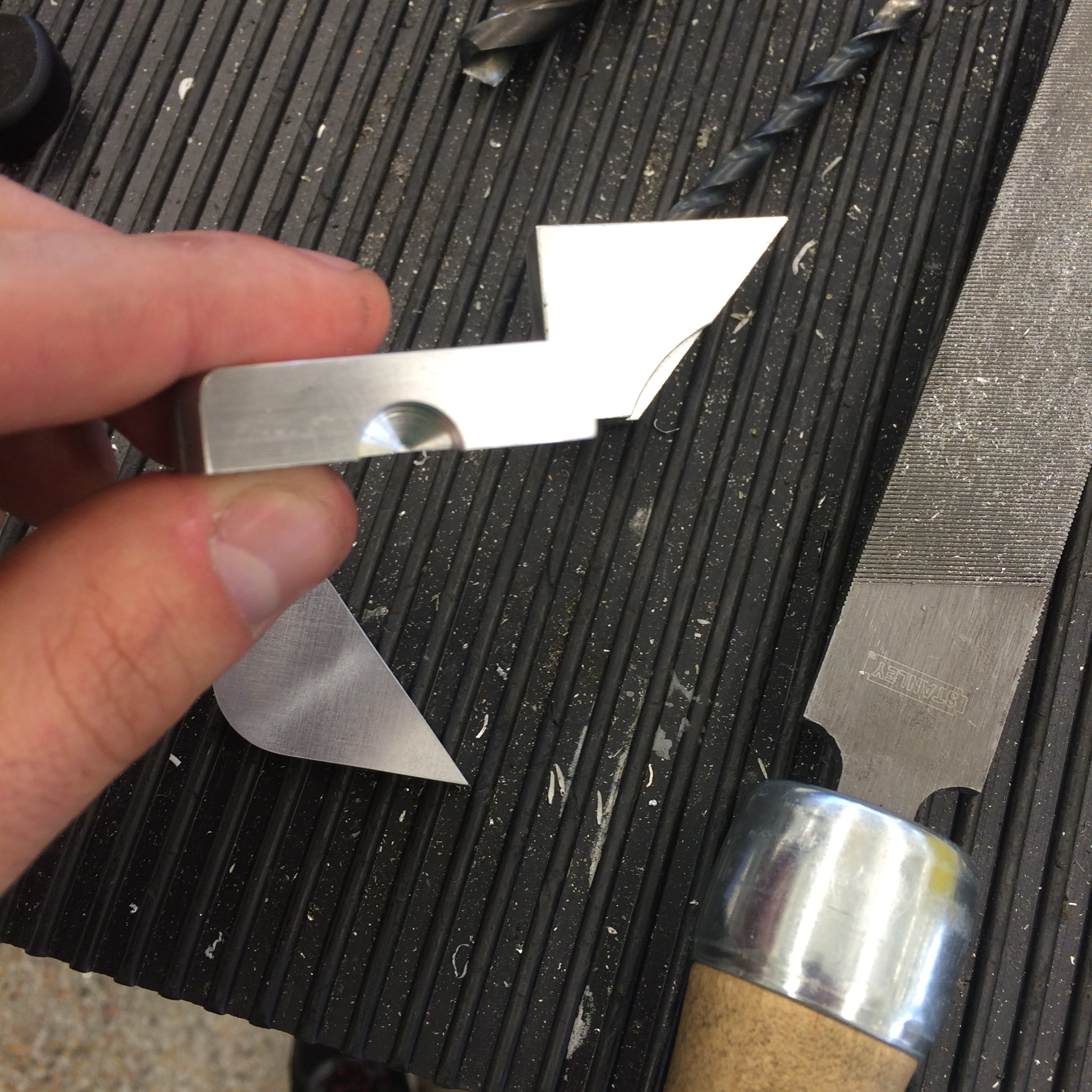


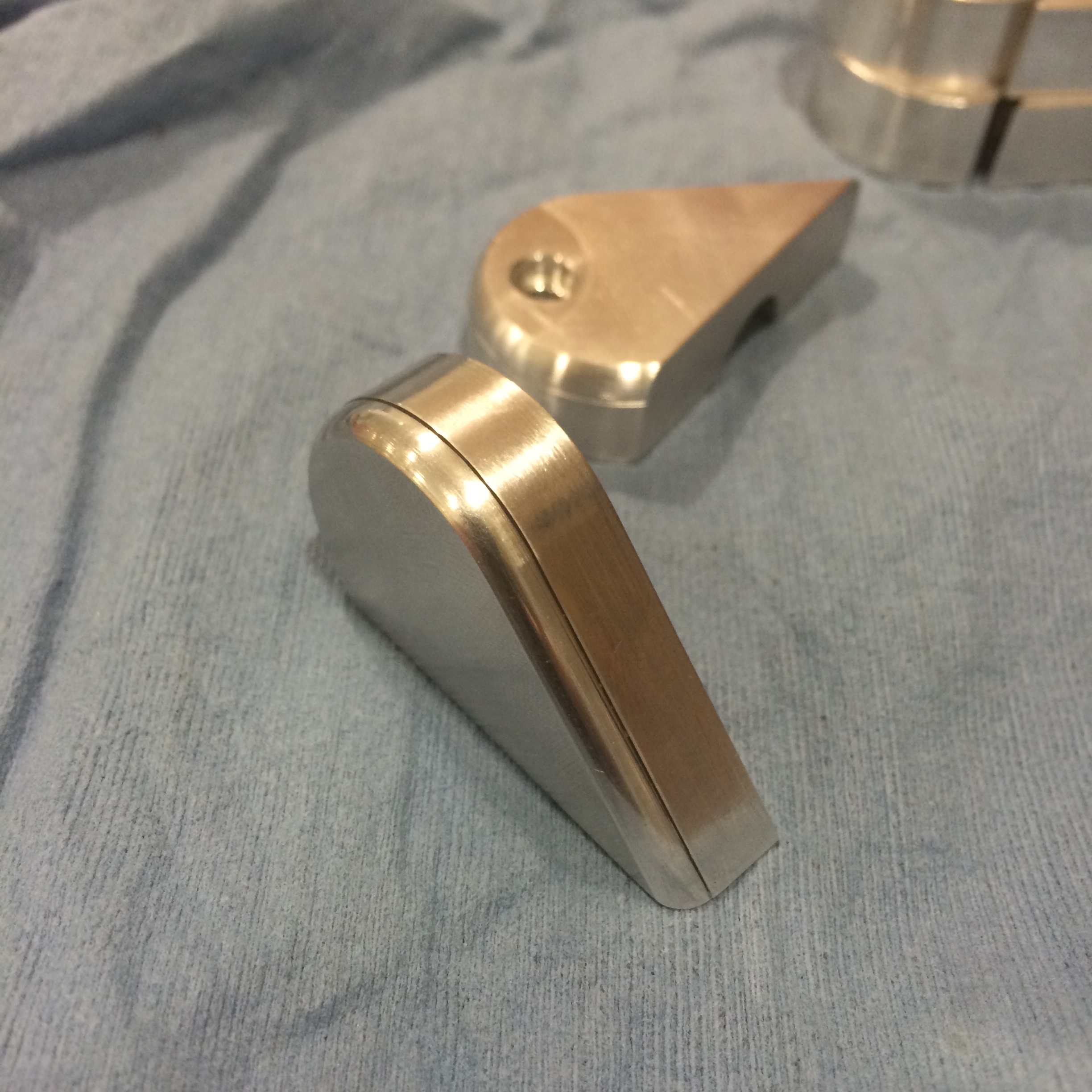


Quick update or my locket project. The pin is complete, and to spec. I decided to try using a corner rounding tool to give the locket more refined appearance. They are notoriously difficult to setup in the CNC machine, so I did a test run on a plastic part and on 2 aluminum parts to make sure I got it right before machining into my expensive copper. I also tested the drilling operations on the barrel hole. I originally made this feature with a ballnose mill on the CNC, but the finish was very poor and I would have to ream it anyway to improve the finish. So I decided I might as well drill and ream it from the get-go.
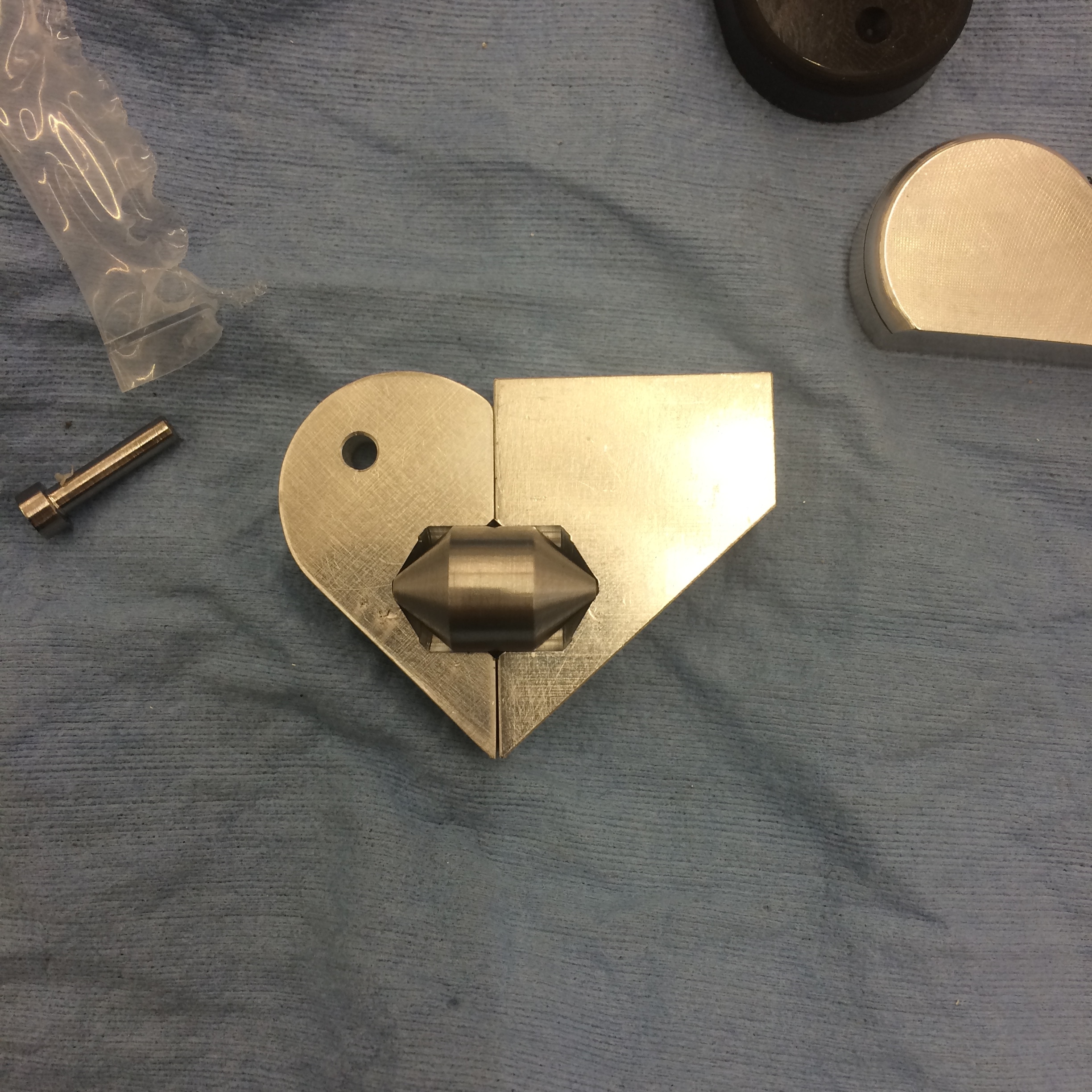
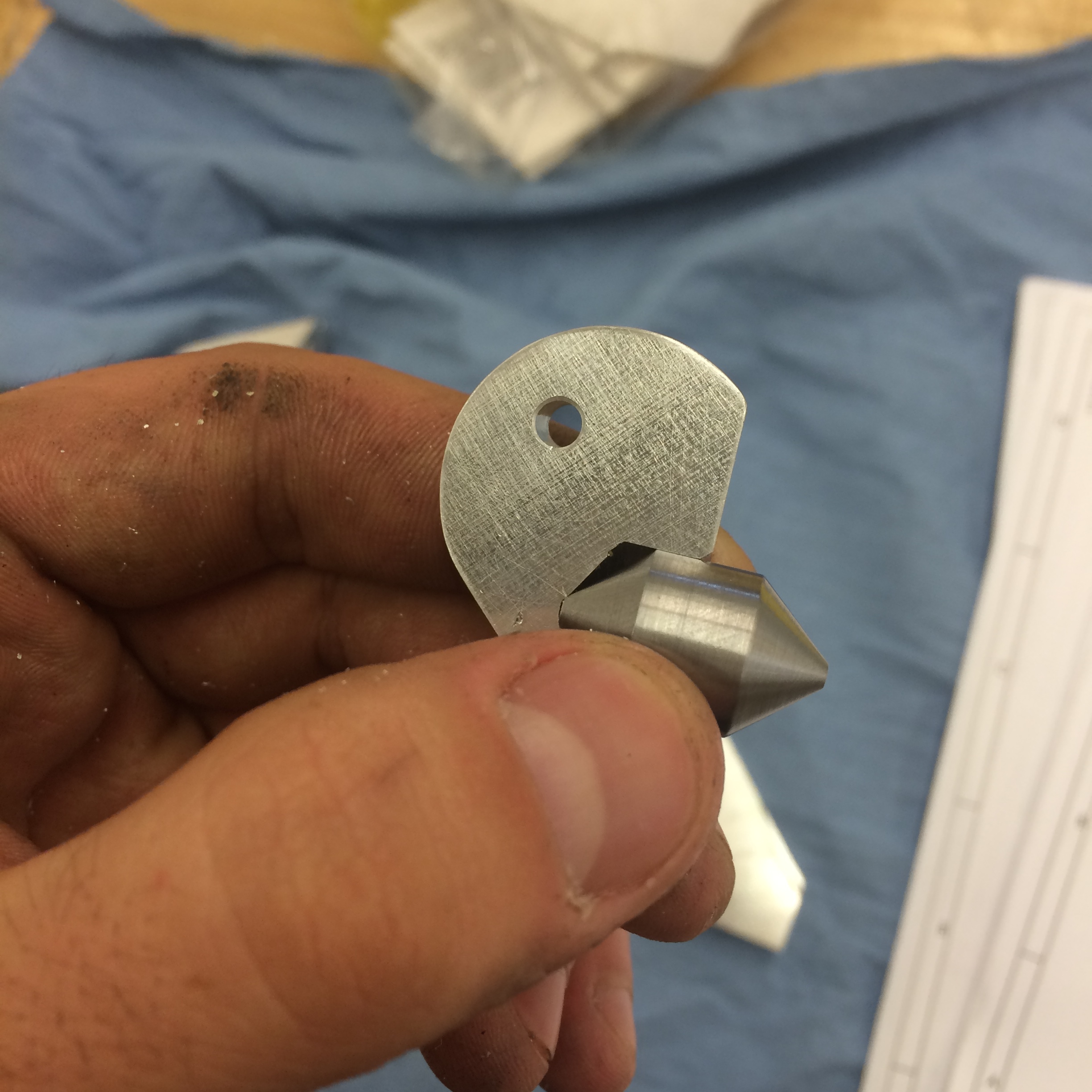
To do this, I simply clamped two pieces together in the vice, using a parallel bar over the top of the vice to keep the faces normal to the axis of the mill spindle. Then I used an edge finder to locate the hole locations and drilled, reamed and countersunk the holes.
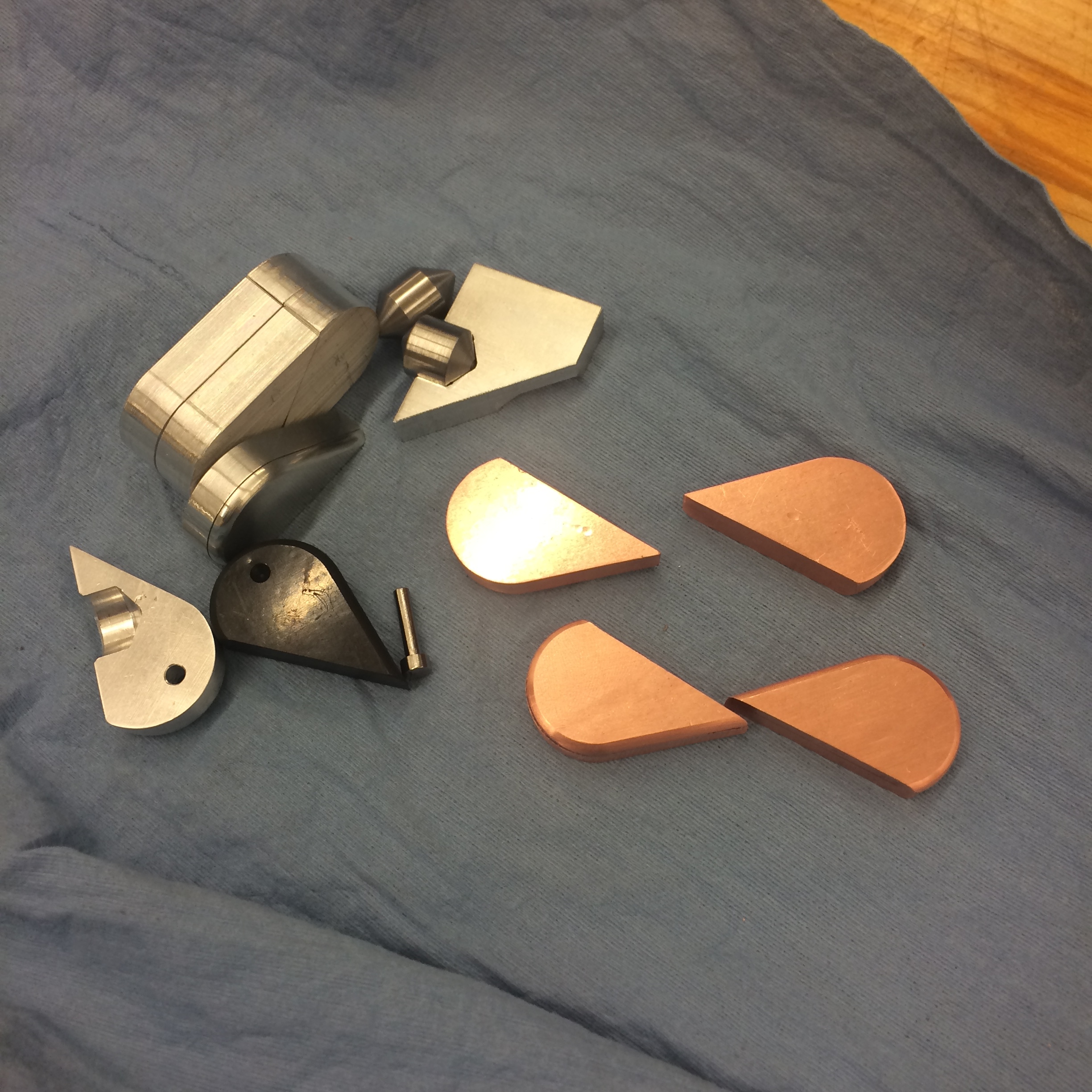
After confirming all of these things could be done, I decided I was ready to begin making the final product from my copper plate. The feeds and speeds for copper are very slow, and it took almost 2 hours just to make these four little parts. The quality of two of the parts was acceptable, however the other two had gouges in them from the .25" end mill. I think that it was caused by two of the parts being mirrors of the other. For some reason, when coming around the parts the other way, the end mill got sucked into the part, causing those gouges. I may need to remake two of those parts.